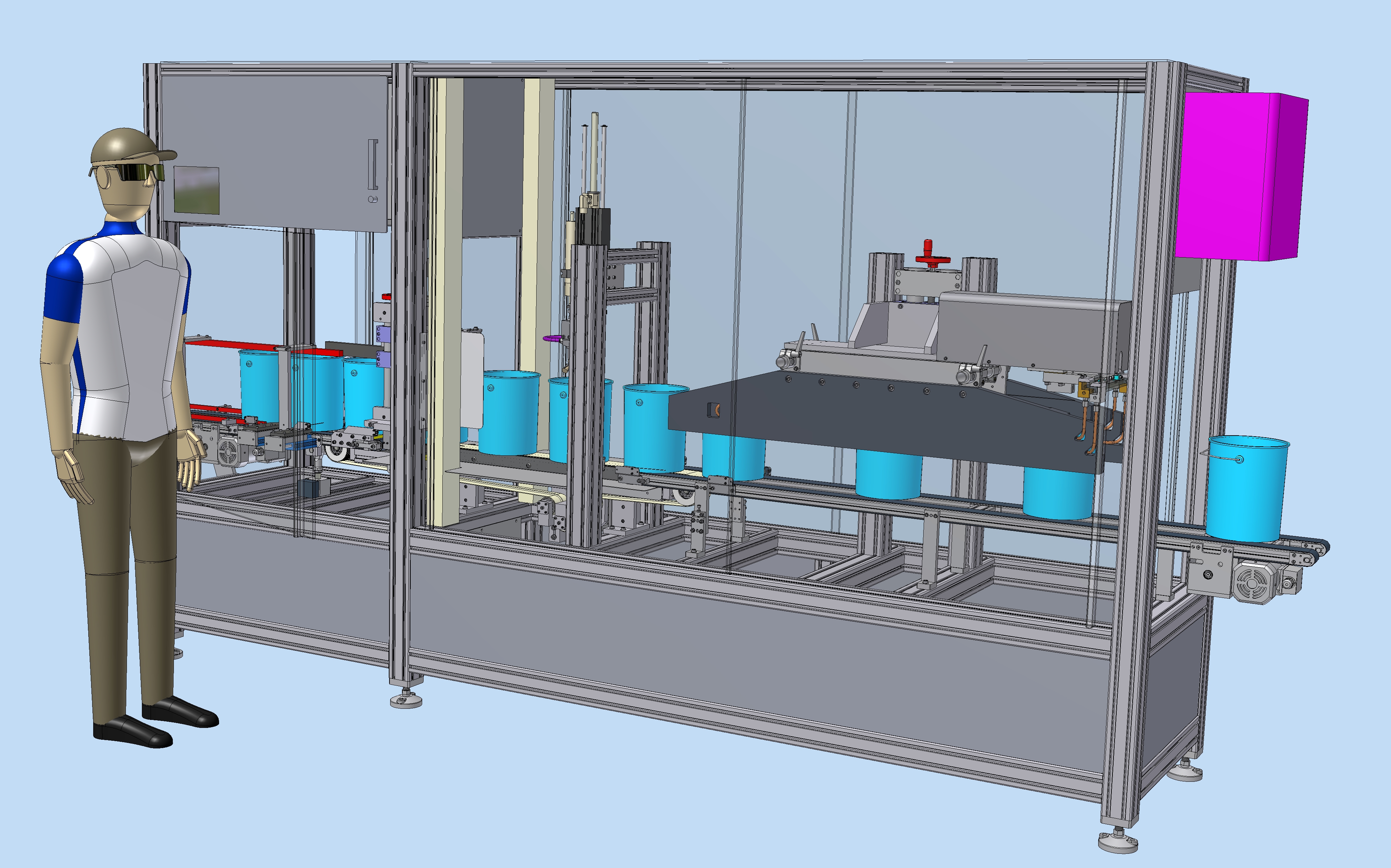
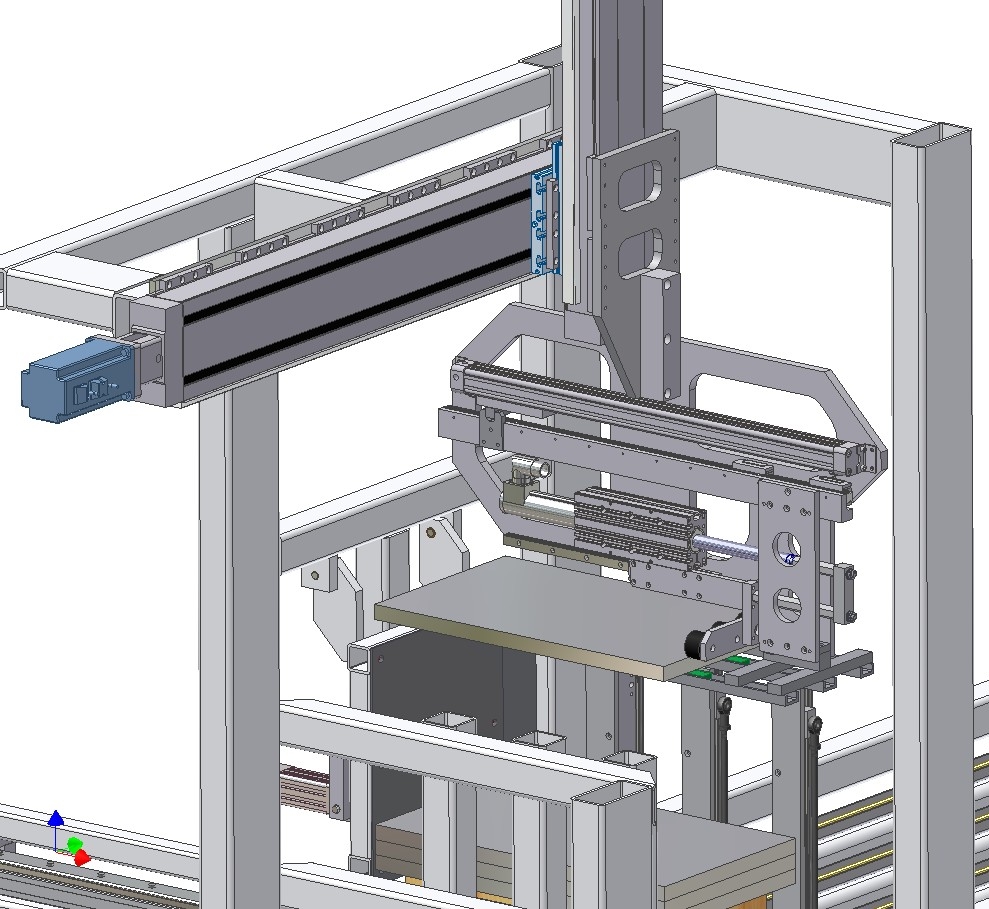
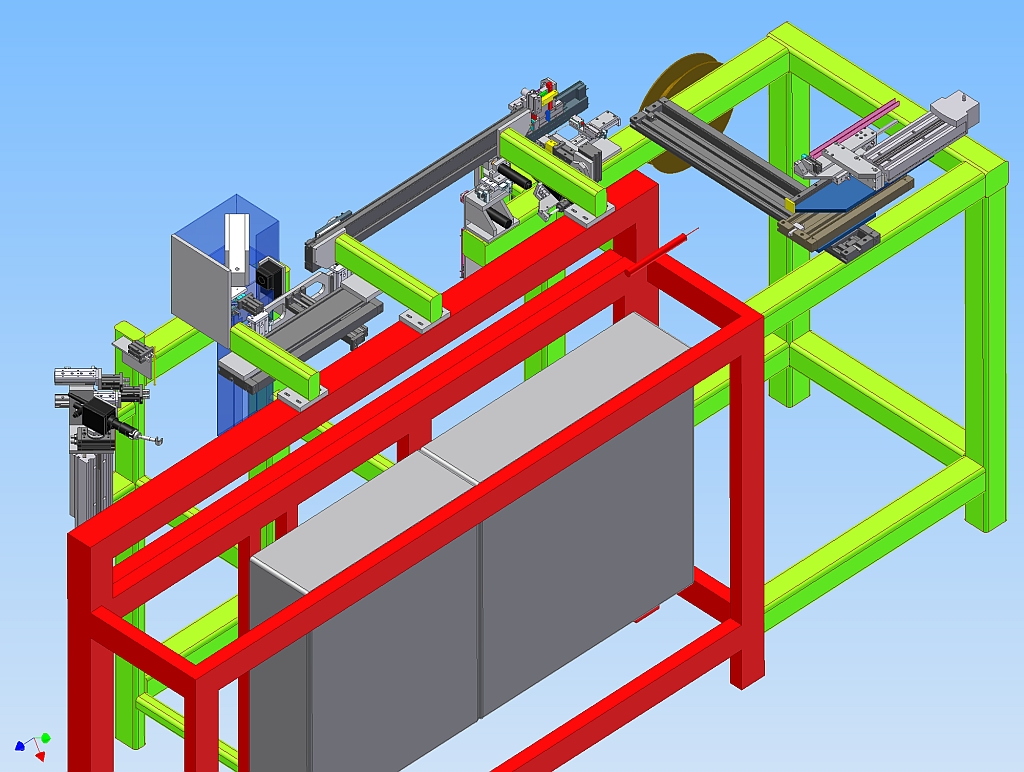
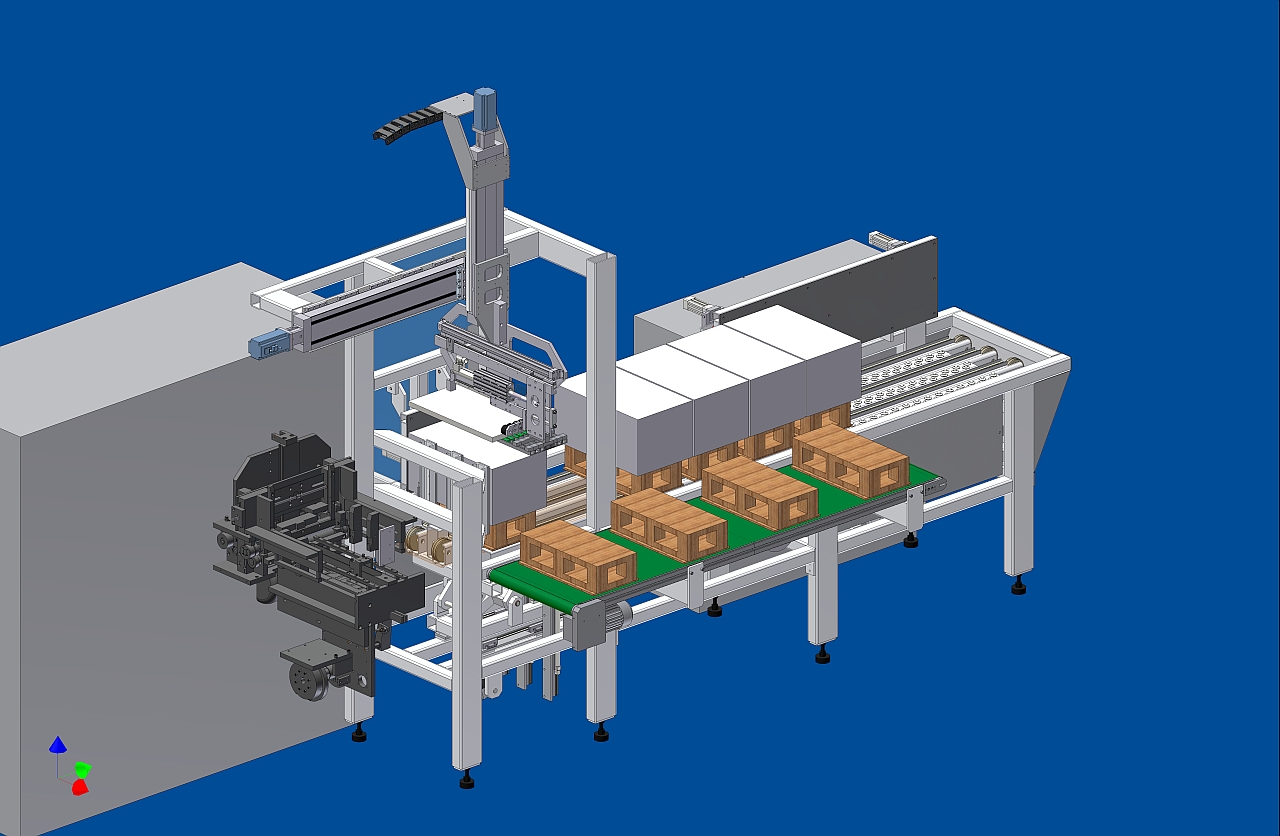
| 2009: Viele Blechdosen sind innen beschichtet. Beim Anschweissen der Ösen für die Griffe wird diese Beschichtung lokal zerstört. Aufgabe war, diese Beschädigungen in einer flexiblen Anlage nachzulackieren. Die Anlage soll in eine Produktionslinie integriert werden und muss daher eine Taktzeit von 1 sec erreichen. Die Anlage muss schnell variablen Dosendurchmessern und -höhen angepasst werden können. Funktionsablauf: - Vereinzeln der chaotisch auf Förderband angelieferten Gebinde - Kontrollierte Übergabe auf Taktband - Ausrichten der Gebinde nach Griffen (Vision-Kontrolle und Drehstation) - Lackieren durch Eintauchen von 2 Sprühdüsen in das Gebinde - Übergabe auf kontinuierliches Förderband - Trocknung der Lackierung im Durchlauf durch 5kW-HF-Anlage |
||||
 |
2007-2008: Parametrisierung der Konstruktion von Kalibrier- und Vorzentrierwerkzeugen für Blechdosen-Schweissautomaten.
|
|||
 |
|
|||
|
|
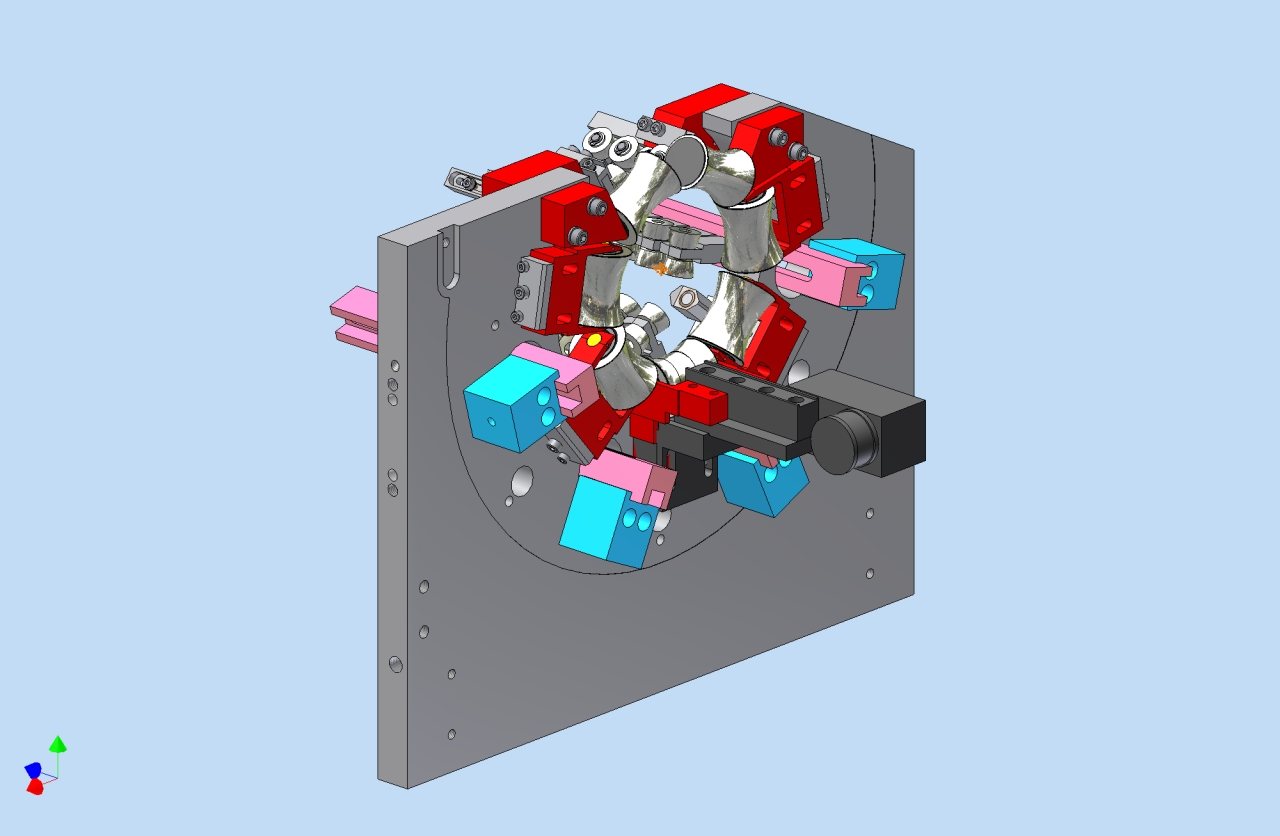
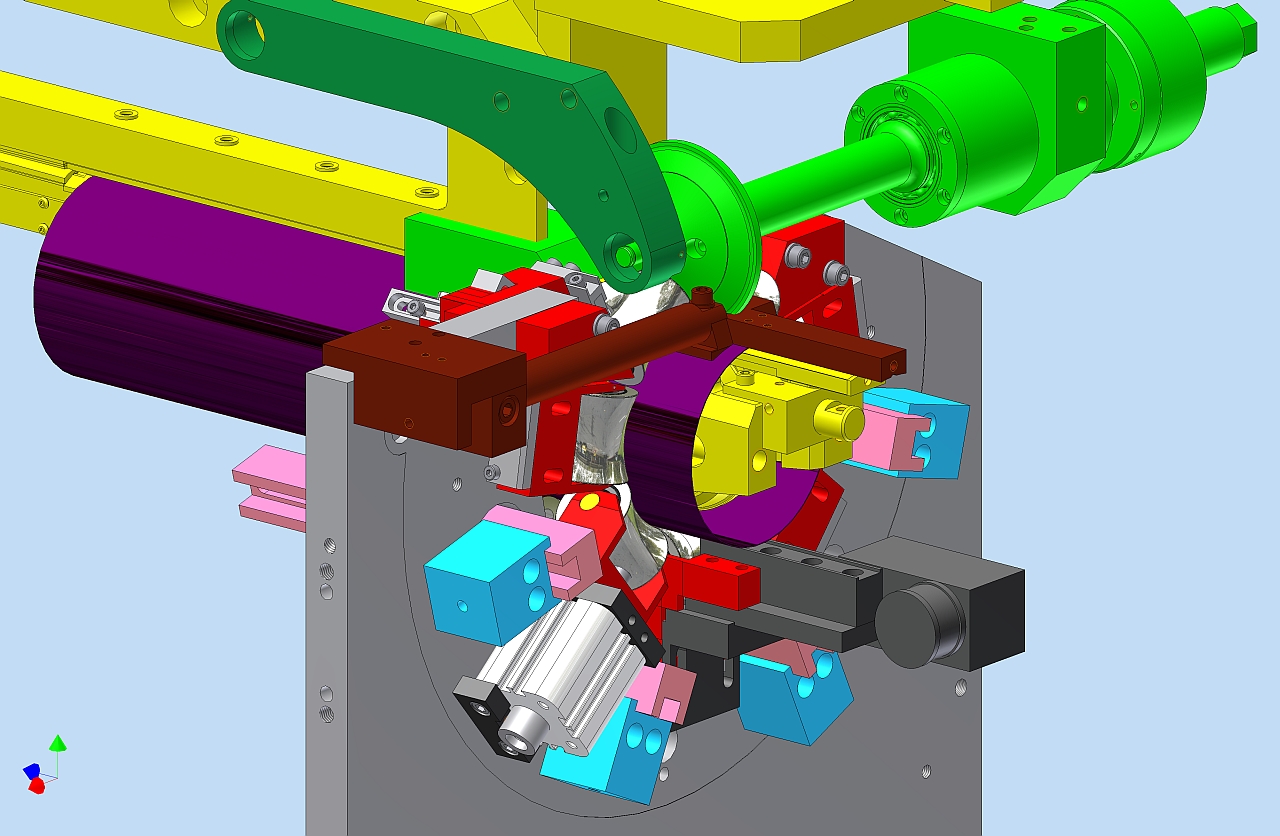
2007: Montageautomat für das Referenzelement in einer Ph-Messelektrode (Messgerät zur Bestimmung von Säure-/ Laugestärken)
Eine bestehende Draht-Abisolierstation (rot in den CAD-Bildern) wird durch eine vollautomatische Anlage ergänzt, welche folgende Arbeitsschritte erledigt: Leistung KE: Evaluieren des besten Montagekonzepts in Zusammenarbeit mit dem Kunden. Konstruktion sämtlicher Baugruppen. Lieferantenabklärungen. Erstellen der Fabrikationszeichnungen und Stücklisten , sowie der notwendigen Unterlagen für den Steuerungsbauer und Programmierer. Die Anlage wurde in Zusammenarbeit mit HERRMANN, INDUSTRIELLE AUTOMATION, Mettmenstetten aufgebaut und schlüsselfertig an den Kunden übergeben. |
|||
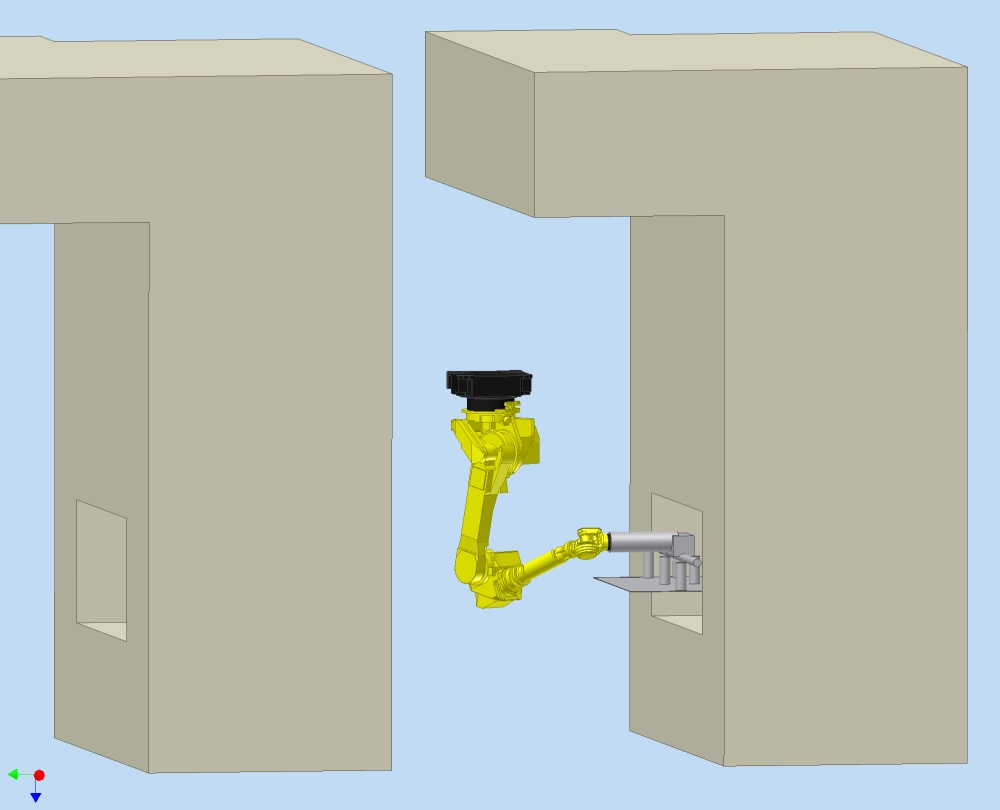 |
2006: Ein Roboter soll in einer Pressenstrasse Bleche von einer zur andern Presse bringen, oder sie auf ein Wegführband ablegen. Die Robotergreifer sollen bei Produktwechsel automatisch gewechselt und weggelegt werden.
Leistung KE: Abklärungen über notwendige Roboterreichweite, optimalen Aufhängungspunkt und Greifergeometrie. Einfache Bewegungssimulation mit 3D-CAD "Inventor" CAD-Film "Blechwechsel von Presse zu Presse" |
|||
 |
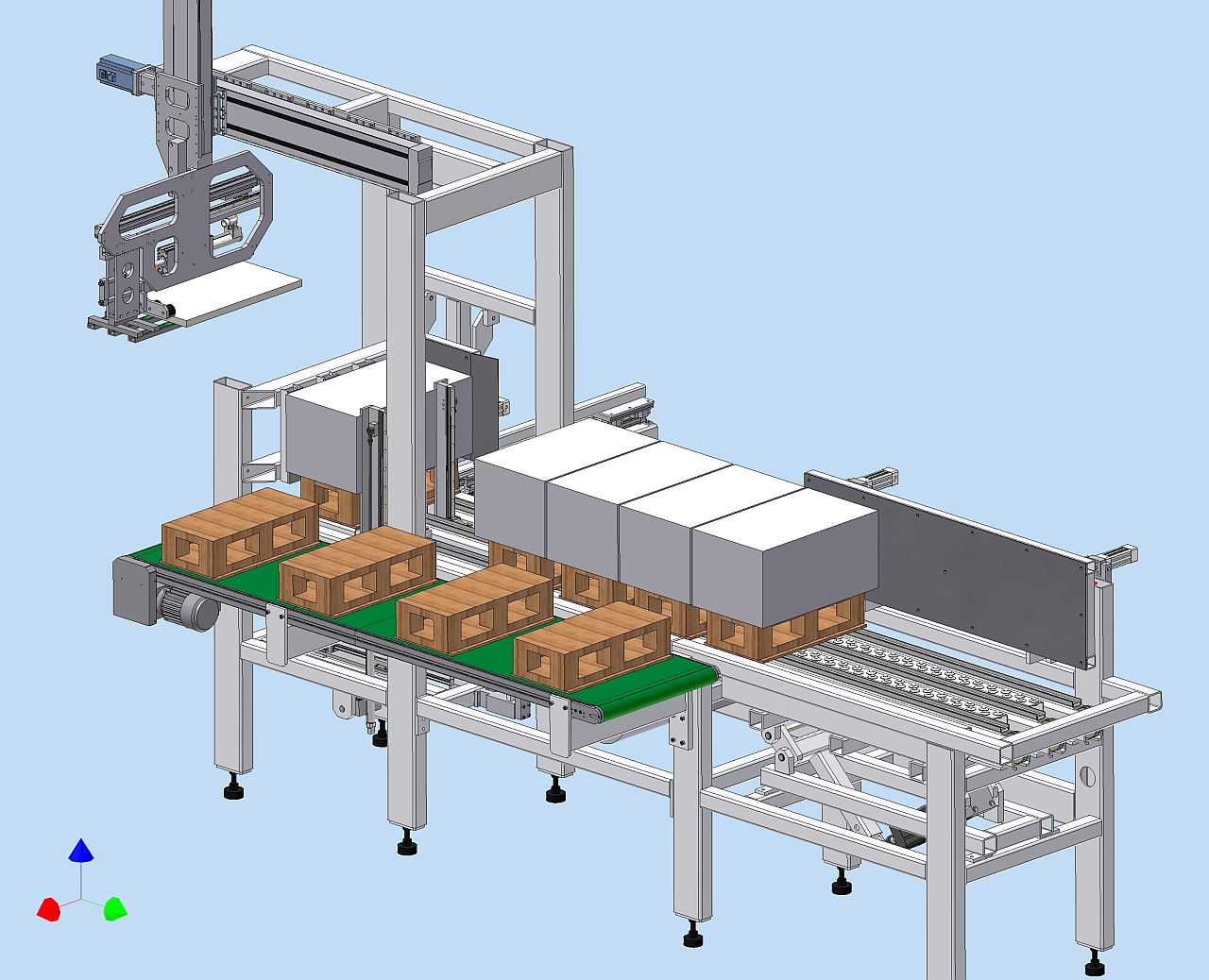
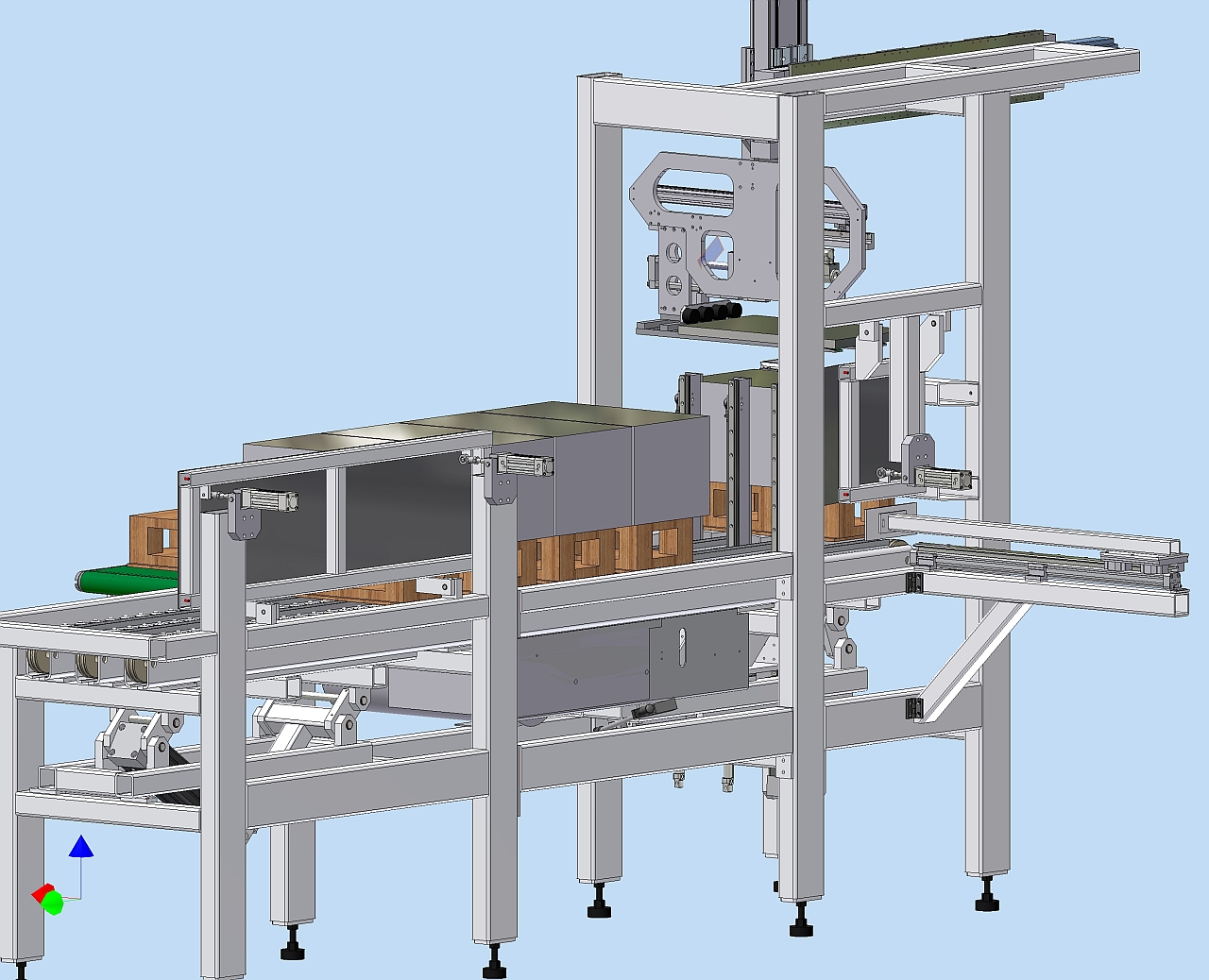
2006: Roboterzelle zum automatischen Aufsetzen und Verkleben von Endkappen auf Aluprofile. Integration in vollautomatische Säge- und Endenbearbeitung.
Leistung KE: Konstruktion der Endkappenmagazine, der Zu- und Wegführrollenbahnen, sowie des Robotergreifers mit integrierter Klebepistole. Kollisionskontrolle mittels CAD beim Abholen, Setzen und Verkleben der Endkappen.. Funktionsablauf beim Setzen ist hier beschrieben (pdf-file, 1.5Mb ) |